
¿A ti también te pasa esto cuando imprimes en 3D?
¿A ti también te pasa esto cuando imprimes en 3D?
Te mostramos cómo solucionar los defectos de impresión 3D más comunes
Te mostramos cómo solucionar los defectos de impresión 3D más comunes
Todos los que se dedicamos a imprimir en 3D sabemos que obtener una pieza válida impresa en 3D no solo depende de tener una buena impresora 3D.
Por supuesto elegir bien la máquina de impresión es fundamental para conseguir un resultado satisfactorio, pero la experiencia nos ha enseñado que son muchos los factores que hay que tener en cuenta para conseguir que la pieza se imprima sin problemas a la primera y que el resultado sea de la calidad que exigimos.
Disponer de un fichero de CAD con una buena malla de la geometría de la pieza, determinar la posición óptima de la pieza en la superficie de impresión para asegurar una construcción adecuada y elegir bien el material teniendo en cuenta las características de la pieza y el uso que se le va a dar, son algunos de los factores que se deben de plantear a la hora de fabricar una pieza con una impresora 3D de tecnología FDM.
El filamento en mal estado puede arruinar una impresión 3D
Pero, ¿qué pasa cuando a pesar de tener en cuenta estos factores y asegurarte de que nada puede salir mal porque está todo estudiado y controlado, la pieza sale defectuosa?
El trabajo de varias horas no sirve y hay que volver a empezar de nuevo. Muchas veces damos al botón start con la incertidumbre de no saber si la impresión 3D que estamos lanzando saldrá bien o habrá que repetirla otra vez.
Muchos de los errores de impresión son causados por un mal estado del filamento o de un mal comportamiento del filamento en relación con la temperatura del extrusor y/o del área de impresión, durante el proceso de impresión 3D.
El filamento en mal estado puede arruinar una impresión 3D
Pero, ¿qué pasa cuando a pesar de tener en cuenta estos factores y asegurarte de que nada puede salir mal porque está todo estudiado y controlado, la pieza sale defectuosa?
El trabajo de varias horas no sirve y hay que volver a empezar de nuevo. Muchas veces damos al botón start con la incertidumbre de no saber si la impresión 3D que estamos lanzando saldrá bien o habrá que repetirla otra vez.
Muchos de los errores de impresión son causados por un mal estado del filamento o de un mal comportamiento del filamento en relación con la temperatura del extrusor y/o del área de impresión, durante el proceso de impresión 3D.
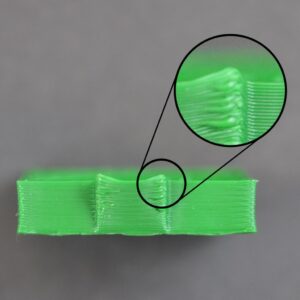
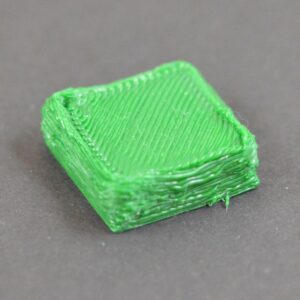
Temperatura demasiado baja: Pandeo y separación de capas
Más común cuando se imprimen piezas largas con material a alta temperatura como el ABS. Es debido a que el plástico se encoje cuando se enfría y en pasadas largas el plástico se va enfriando en cada capa más y más. La zona se va deformando poco a poco hasta que se separa de la superficie de impresión.
Este problema se soluciona usando impresoras 3D con cámara de circulación térmica que controlen el nivel de temperatura del área de impresión y de los extrusores.
Temperatura demasiado baja: Pandeo y separación de capas
Más común cuando se imprimen piezas largas con material a alta temperatura como el ABS. Es debido a que el plástico se encoje cuando se enfría y en pasadas largas el plástico se va enfriando en cada capa más y más. La zona se va deformando poco a poco hasta que se separa de la superficie de impresión.
Este problema se soluciona usando impresoras 3D con cámara de circulación térmica que controlen el nivel de temperatura del área de impresión y de los extrusores.


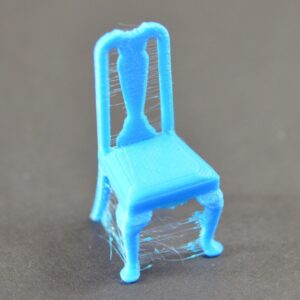
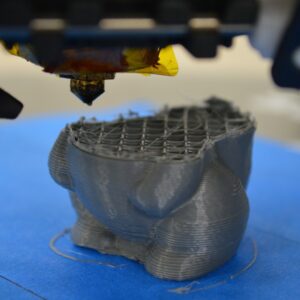
Calentamiento excesivo: Esquinas rizadas, deformaciones y cadenas de hilos
La causa más común es que el plástico no se enfría con la rapidez necesaria y el material caliente adquiere formas caprichosas o cadenas de hilos mientras no consigue enfriarse. Para paliar este efecto, se puede usar el ventilador, pero no todas las impresoras incluyen un ventilador de enfriamiento.
Calentamiento excesivo: Esquinas rizadas, deformaciones y cadenas de hilos
La causa más común es que el plástico no se enfría con la rapidez necesaria y el material caliente adquiere formas caprichosas o cadenas de hilos mientras no consigue enfriarse. Para paliar este efecto, se puede usar el ventilador, pero no todas las impresoras incluyen un ventilador de enfriamiento.
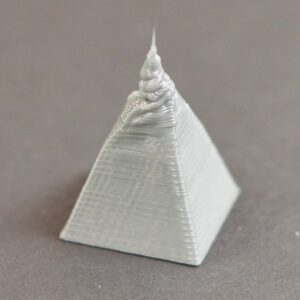
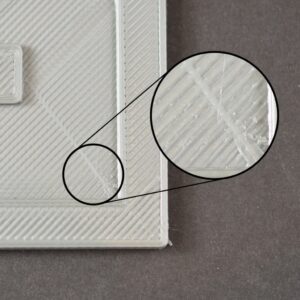
Sobre-extrusión: Gotas y cicatrices en la superfície
La impresora 3D extruye más plástico del necesario. Puede deberse a que el plástico alcanza mayor temperatura que la necesaria haciéndose más líquido y depositando mayor cantidad de material del necesario en cada pasada. Una correcta temperatura del filamento es la clave para evitar este inconveniente.
Sobre-extrusión: Gotas y cicatrices en la superfície
La impresora 3D extruye más plástico del necesario. Puede deberse a que el plástico alcanza mayor temperatura que la necesaria haciéndose más líquido y depositando mayor cantidad de material del necesario en cada pasada. Una correcta temperatura del filamento es la clave para evitar este inconveniente.
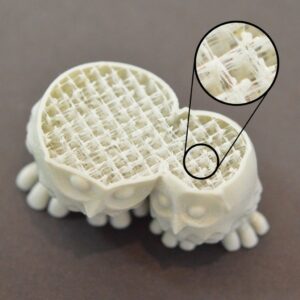
Sub-extrusión: Rellenos débiles y roturas
La cantidad de plástico que la impresora 3D está extruyendo no es suficiente. Si la configuración de extrusión es la correcta y está llegando material, la causa podría ser la baja temperatura del plástico cuando llega a la boquilla. Esto podría también ocasionar la obstrucción total del extrusor.
Sub-extrusión: Rellenos débiles y roturas
La cantidad de plástico que la impresora 3D está extruyendo no es suficiente. Si la configuración de extrusión es la correcta y está llegando material, la causa podría ser la baja temperatura del plástico cuando llega a la boquilla. Esto podría también ocasionar la obstrucción total del extrusor.
Estos son algunos de los inconvenientes más habituales que nos encontramos durante el proceso de fabricación aditiva. La solución podría ser tan simple como conseguir controlar la temperatura del área de impresión, los extrusores y los filamentos en todo momento. Pero esto no es tan simple.
Algunos parámetros se controlan mediante software, otros problemas se solucionan si dispones de una impresora con cámara de circulación térmica y extrusores con núcleos térmicos como la Method y Method X de Makerbot, que controlan y ajustan la temperatura en todo el proceso de impresión.
Pero todo esto no serviría de nada si el filamento que usas no está en buenas condiciones. Es esencial que el plástico que usamos para imprimir tenga los niveles de humedad idóneos y conserve las características de calidad necesarias para conseguir una impresión excelente. Para ello es conveniente almacenar los filamentos de manera adecuada.
Los muebles de almacenaje para filamentos plásticos Smart 3D tienen capacidad para almacenar más de 30 bobinas de material que se mantendrán al nivel de humedad óptimo en todo momento. El sistema revolucionario basado en la hidrólisis emplea sólo 2 horas en conseguir que el material almacenado esté en perfectas condiciones para su uso.
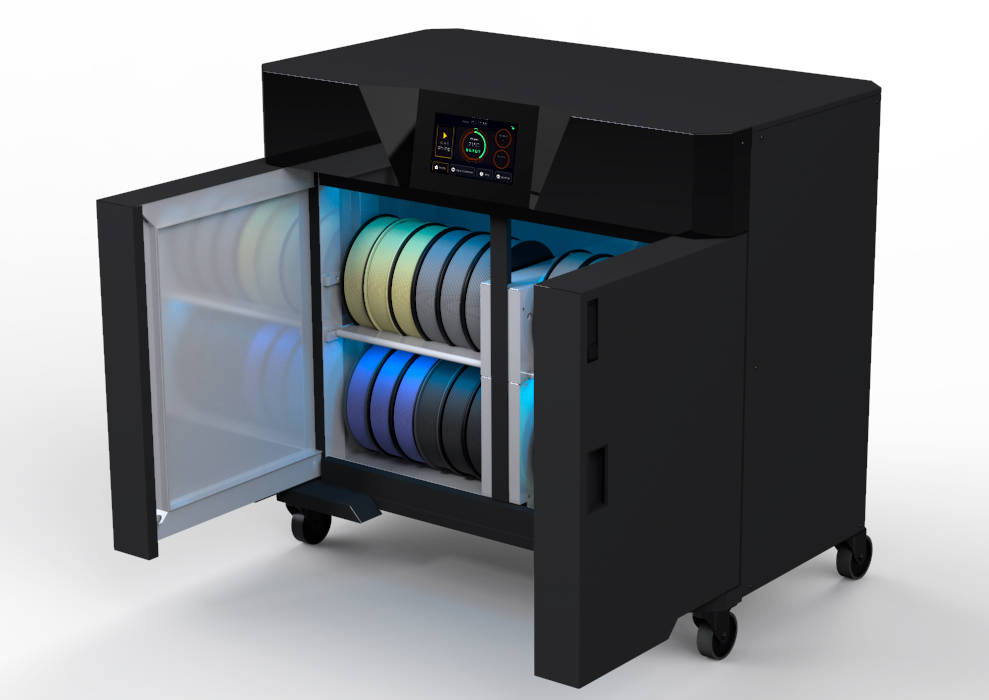
AsorCAD presenta en la BIEMH de este año, y en exclusiva para España, los muebles de almacenaje Smart 3D Dryer.
Si tu trabajo es la impresión 3D, sabes que una buena impresora y un buen filamento te garantizan un trabajo excelente y rentable.
Para más información, visita nuestra web.